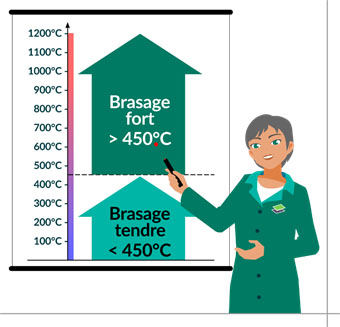
Les métaux d’apport BrazeTec pour le brasage tendre à l’étain, l’argent et le cuivre sont répertoriés sur cette page peuvent être utilisés pour faire des brasures résistantes sur des températures de travail et les points de fusion de 180 à 450 °C. Par définition, le brasage tendre se situe sous 450°C. Au-dessous de 450°C on parle de brasage fort.
Pâte de brasage tendre

Flux décapant brasage tendre
Fil brasage tendre

Baguette nue brasage tendre

Toutes les brasures BrazeTec sont des brasures sans plomb.
Les alliages de brasure sans plomb (contenant les alliages de métaux tendres étain/antimoine, étain/bismuth, étain/cuivre, étain/indium, étain/argent pour les compositions les plus simples) ont une température de fusion entre 118 to 380 °C.
Le plomb est considéré comme cancérigène et n’est plus utilisé comme composant de brasure dans de nombreux secteurs industriels, et en particulier dans les domaines de la plomberie et de l’industrie électronique.
Ces brasures tendres sont adaptées pour la brasure des tuyaux en cuivre pour la plomberie ou les chantiers, de métal de base comme le laiton, l’acier et le cuivre.
Qu’est-ce que le brasage tendre ?

Le brasage est utilisé pour lier deux matériaux métalliques et consiste à interposer, entre les pièces à braser, un métal fusible ou un alliage. Lorsque le brasage tendre ou le brasage fort est effectué dans les règles de l'art, le professionnel obtient sur les matériaux à assembler un joint de soudure solide.
Le brasage tendre comme le brasage fort utilise une source de chaleur pour assembler au minimum deux pièces par l’ajout d’un métal d'apport fondu (la brasure faible ou forte) et d’un flux décapant. Cela permet d'obtenir un assemblage durable et solide ayant une caractéristique mécanique souvent supérieure aux métaux brasés. Si l'opération est correctement réalisée, les matériaux à braser sont imprégnés par la chaleur du métal d'apport que l’on fait fondre souvent au chalumeau. Ce métal d'apport se répand et crée l'assemblage final.
Les assemblages par brasage faible et fort sont durables, sûrs et ont fait leurs preuves depuis des générations.
De quoi a-t-on besoin pour réaliser une brasure faible dans les règles de l’art ?
- Un lieu de travail adapté, tel qu’une table de brasage comprenant un plateau résistant au feu, et un local possédant une aération et une ventilation suffisantes.
- Un système de serrage adapté. Pour fixer les pièces, il est recommandé d'avoir des systèmes de serrage. De nombreuses possibilités d'autofixation des pièces existent. Ces fixations sont entre autres utilisées dans les procédés automatisés où le brasage est effectué par des automates et machines à braser. L'autofixation, de son côté, procure une économie sur le coût important des systèmes de serrage.
- Une source de chaleur. La flamme est l’un des moyen le plus utilisé pour réaliser les brasures faibles. Il est nécessaire d’avoir toutes les pièces à la bonne température. Il est possible d’utiliser aussi des installations de brasage par induction, des automates de brasage à la flamme, des installations de brasage à résistance électrique ainsi que des fours électriques ou au gaz. Les pièces à assembler doivent être chauffées à la température de travail sur toute la zone à braser et de façon homogène.
- Un flux brasure adapté. Les flux ont comme objectif d'éliminer les couches d’oxydes sur les métaux à braser et de les maintenir exempts d'oxyde pendant toute l'opération de brasage. Les brasures ne se lient bien que sur des surfaces métalliques propres. Le choix du flux dépend des caractéristiques des matériaux et de la température de travail de la brasure utilisée. Chaque flux a sa zone de travail effective. La température de travail de la brasure utilisée doit se situer dans cette plage de température.
- Le métal d'apport / la brasure faible adaptée. Pour choisir le bon métal d'apport pour un brasage faible déterminé, il faut tenir compte de plusieurs paramètres :
- Les propriétés des pièces de métal à braser (comme. sensibilité à la température)
- Les contraintes posées par l'utilisation de la pièce brasée (comme la température d'utilisation, pression d'utilisation)
- La méthode utilisée de brasage (comme brasage manuel, brasage automatique)

Dans quel cas utiliser des brasures faibles BrazeTec ?
La température de fusion du métal d'apport se situe en-dessous de 450°C pour le brasage tendre.
En fonction des usages et des gammes, les produits BrazeTec sont adaptés à différents usages.
- Les matériaux d’apport spéciaux pour le brasage tendre BrazeTec Soldamoll trouvent leurs applications dans de nombreux domaines tels que le brasage de composants en laiton, acier et cuivre.
- Les matériaux d’apport pour le brasage tendre BrazeTec 3 et BrazeTec 4 sont homologués pour l’installation de tuyaux en cuivre selon DVGW. Ils sont livrés en bobine de 250 g. BrazeTec Darifix 3 est principalement utilisé en plomberie sur les chantiers.
- Les pâtes de brasage tendre BrazeTec Degufit 3000 et BrazeTec Degufit 4000 sont un mélange de poudre d’alliage de brasage tendre, de flux et de liant. Elles sont utilisées comme un flux. Elles contribuent à un bon remplissage de la zone à braser et améliorent la résistance. Elles empêchent également la surchauffe des tubes et raccords, clairement visible lorsque la température est atteinte. L’application peut nécessiter dans certains cas l’ajout supplémentaire de brasure tendre.
Sous quelle forme peut-on retrouver les brasures tendre ?
Les brasures tendres BrazeTec sont produites sous plusieurs formes, adaptées en fonction des usages désirés. Sous forme de baguettes nues ; sous forme de fil de brasure en bobine pour les systèmes automatiques ; sous forme de pièces préformées comme des anneaux et sous forme de pâte à braser en seringue pour les brasages automatiques à haut débit.
Quels secteurs d’activité utilisent des brasures tendre ?
Les brasures tendre sont utilisés dans de nombreux secteurs d’activité industriels tels que la plomberie, les chantiers de construction, le travail des tubes et raccords ainsi que les pièces électroniques.