Le fer et ses alliages, comme les aciers et les aciers inoxydables, sont les matériaux énormément produits mondialement, à environ 2 milliards de tonnes annuel (source : World Steel Association). L’usage de ces aciers est énormément vaste, avec entre autres le domaine automobile.
La soudure est très utilisée sur les aciers, mais le soudage n’est pas toujours adapté. Umicore a donc mis en place une large gamme de produits pour répondre aux différents besoins des industriels pour braser ces métaux.
Vous trouverez brasure à votre assemblage que ce soit sous forme de pâtes à braser BrazeTec à base de nickel, de baguettes d’alliages de brasure argent, ou de bandes ou pièces préformés de brasures spécifiques pour le brasage d’aciers spéciaux.
Quelles brasures peut-on utiliser pour joindre des aciers et aciers inox ?
Beaucoup de domaines industriels et en particulier dans le bâtiment utilisent pour assembler des pièces, au lieu de la brasure, la méthode de soudure à l’arc électrique via un poste à souder pour soudure TIG ou MIG-MAG. Néanmoins, cette méthode ne fonctionne pas pour tous les assemblages.
Les alliages de brasure standard BrazeTec sans cadmium à base d’argent, de cuivre et de zinc sont le standard pour le brasage industriel de pièces en acier.
Afin de lier les aciers, aciers en inox et métaux ferreux, la brasure BrazeTec à l’argent, parfois appelé par abus de langage soudure à l’argent est adaptée. C’est une brasure de qualité et standardisée. Nos brasures sont disponibles sous la forme de fil, de baguette, de bande et de pièces préformées.
Dans le domaine ou l’automatisation est élevée et ou les cadences sont importantes, l’usage de pâte à base de nickel est conseillé.
Si vous souhaitez lier des céramiques avec des aciers, veuillez consulter la page dédiée via ce lien.
Quelles méthodes sont disponibles pour appliquer les pâtes à braser pour l’acier et l’acier inox ?
En plus des métaux d'apport sous forme métallique, BrazeTec propose également des pâtes de brasage pour la réalisation d'assemblages innovants. Une pâte à braser est un mélange homogène prêt à l'emploi constitué de poudre à braser métallique et de solvant. Les polymères et additifs ajoutés empêchent la poudre à braser de se déposer et déterminent le comportement d'application et d'écoulement de la pâte à braser. Les procédés décrits ci-après sont utilisables en fonction des cas rencontrés.
BrazeTec propose des systèmes de pâtes de brasage sur mesure pour ces procédés d'application. À cette fin, un grand nombre de systèmes de liants et de compositions de pâtes à braser ont été développés et peuvent être adaptés aux procédés spécifiques de nos clients. Les pâtes à braser offrent un attrait tout particulier aux procédés de brasage automatisés car elles peuvent être aisément intégrées à un processus de production. Elles permettent un apport de matériau optimal, aussi bien en petite qu'en grande série.
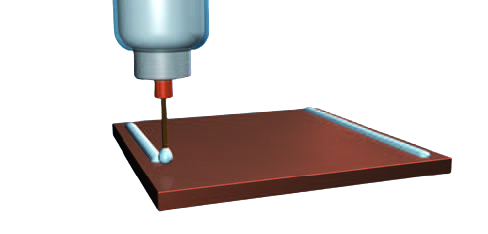
Application au distributeur
Pose de pâte en point ou chenille
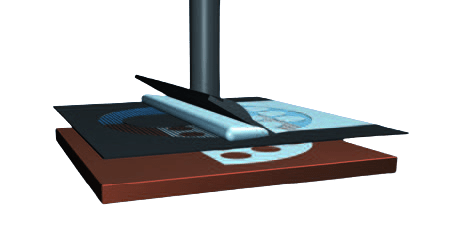
Application par sérigraphie
Application de précision sur les contours de structures géométriques
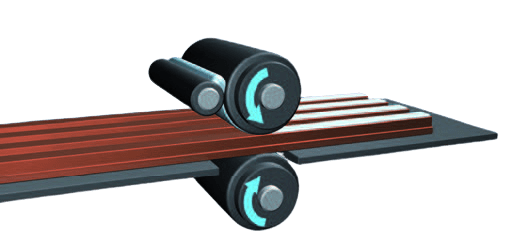
Application au rouleau
Pose de pâte sur surfaces planes de composants
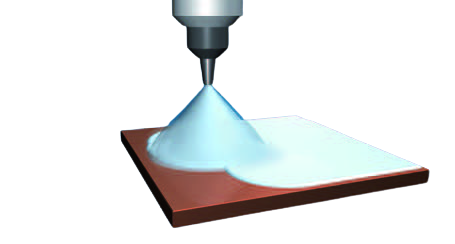
Application par pulvérisation
Grandes surfaces de composants
L'utilisation de ces pâtes à braser BrazeTec à base de nickel nécessite une atmosphère contrôlée, ou bien l’usage d’un four sous vide.
Quels flux utiliser lors du brasage d’aciers et d’aciers inox ?
Dans le cas de brasures sous forme de pâte, l’usage d’un flux n’est pas nécessaire. Par contre, dans le cas d’un métal d’apport qui se présente sous la forme de fil, baguette ou bande, un flux décapant est nécessaire pour éliminer les oxydes du métal de base. De plus, lorsque l’on cherche à assembler les pièces dans un four avec une atmosphère contrôlée, sous vide ou azote, l’usage du flux n’est pas obligatoirement nécessaire. Le flux BrazeTec h pâte standard est totalement adapté à de nombreuses applications.
Les flux décapant BrazeTec sont conformes à la norme DIN EN 1045. Cliquez ici pour voir notre gamme de flux.
Quels sont les domaines d’activité qui utilisent les pâtes à braser à base de nickel ?
Pour Umicore, l'ingénierie de la force motrice est synonyme d'innovation dans l'industrie automobile, dans laquelle nos alliages de brasage sans cadmium sont utilisés pour le brasage de systèmes de canalisations, de carrosseries de véhicules et de composants structurels les plus variés. Les pièces brasées au laser dans les carrosseries de véhicules, les capteurs pour les commandes motorisées ou les composants de moteur de haute qualité montrent tous les opportunités qu'il y a pour le brasage dans cette industrie.
L'industrie électrique utilise elle aussi les alliages BrazeTec, qui permettent un brasage sans flux sur les différents sous-ensembles pour la production et la distribution d'énergie.
La construction d'installations dans le bâtiment utilise la quasi-totalité de la gamme d'alliages de brasage à l'argent BrazeTec et de matériaux de brasage au four pour la fabrication de composants d'installations, y compris la construction de récipients sous pression.

Umicore à travers la gamme de brasures BrazeTec résout les problèmes d'assemblage dans ces industries :
- Génie mécanique,
- Technologie de mesure et de contrôle,
- Hydraulique,
- Automobile.